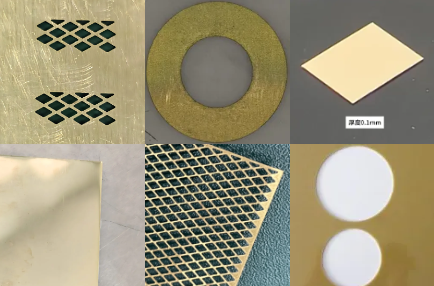
△ 金属材料展示图
铜箔、镀金铜、铝合金等金属材料,凭借优异的导电、导热及机械性能,在半导体、消费电子等众多领域扮演着关键角色。然而,随着器件向轻薄化、集成化方向加速演进,传统金属加工工艺在精度、效率及质量等方面逐渐显露局限,难以满足日益严苛的加工需求。
本期《工艺实录》聚焦超快激光“冷加工”技术在不同金属材料上的真实切割表现,为金属精密加工开辟全新路径,助力客户实现更高精度、更高效率与更优效果。
01 传统切割工艺的痛点
在超快激光成熟应用之前,传统金属材料切割方式长期受困于以下瓶颈,难以突破高端制造壁垒:
- 传统模具冲切:易出现毛刺、边缘卷曲及应力变形,且容易导致镀层擦伤,无法应对异形件加工需求。
- 传统线切割(EDM):效率低下,切口表面粗糙,加工需导电接触,不适用于超薄材料,易产生微裂纹,影响材料强度与使用寿命。
- 普通激光切割(纳秒/连续激光):热影响较大,易造成金层灼烧、变色,甚至出现边缘碳化及熔渣飞溅,进而引发材料变性或微短路等不良情况。
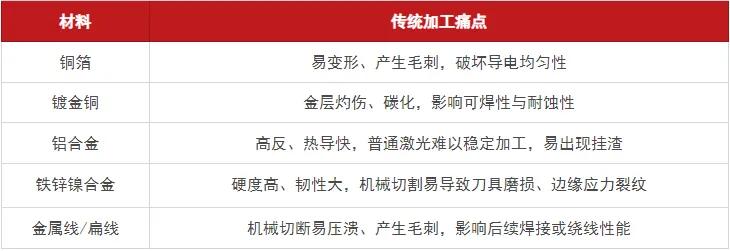
针对不同金属材料,传统方法还存在个性化缺陷,进一步限制了高端制造的工艺升级。
△ 传统工艺切割金属各痛点
02 超快激光加工的切割优势
华创鸿度采用紫外皮秒超短脉冲激光技术,将激光束精准聚焦于金属材料表面。在极高的峰值功率密度下,材料瞬间发生电离并直接气化,几乎不产生熔融阶段,热量来不及向周围扩散即已完成材料切割。相比普通激光,其优势尤为突出:
- “冷加工”机制,无热影响区:切割过程无明显热传导,切缝两侧无碳化发黑,材料基体及功能层(如金层、氧化膜)完整保留,满足射频电路对电气绝缘性的严苛要求。
- 边缘质量佳,无卷边毛刺:切割边缘整齐光滑,无机械冲切常见的毛刺与卷边,无线切割遗留的微裂纹,适配精密连接器、医疗电极等高要求场景,无需后续打磨处理。
- 非接触加工,无应力变形:非接触式加工,无需模具,不产生机械应力,可轻松应对0.02mm超薄箔材及复杂图形切割,如异形孔、微细线条、轮廓等,加工灵活性强。
- 材料普适性,高切割效率:对高反材料(铜、铝)、硬脆薄片、多层异质结构、异形线材均有稳定加工能力。配合激光器多脉冲(burst)模式,可在保证质量的前提下提升切割效率,兼顾良率与产能。
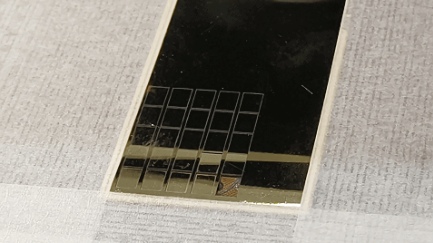
△ 紫外皮秒金属切割工艺展示(图示为镀金铜片)
03 不同金属材料切割实测分享
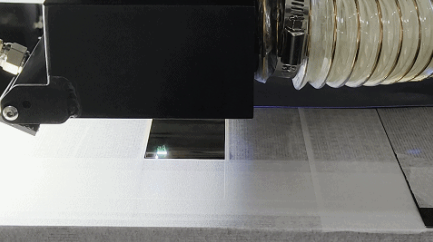
为全面验证紫外皮秒切割多金属材料的实际表现,本次实测采用华创鸿度30W紫外皮秒激光器,核心参数为:波长355nm,脉宽<10ps,重复频率500-2000kHz。
△ 30W紫外皮秒激光器产品规格书
实测结果显示:所有测试金属材料均实现边缘光滑无毛刺、无热影响区的高精度切割效果,加工水准达到行业超高标准,可直接适配高端制造场景的实际需求。
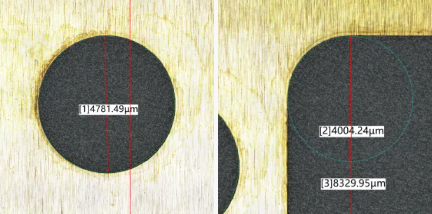
(1)铜箔(压延/电解铜箔)
△ 铜箔切割
应用场景:柔性电路、锂电池集流体、电磁屏蔽膜、精密传感器等高端电子器件领域。
工艺解读:
- 微米级精细切割,边缘整齐无毛刺、无变形;
- 无热影响区,保持铜箔导电性,无氧化变色。
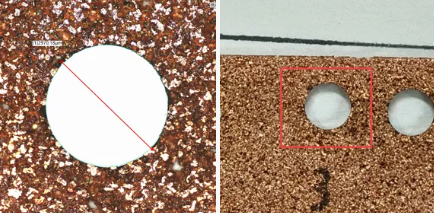
(2)镀金铜
△ 镀金铜片切割
应用场景:射频电路、精密连接器、医疗电极、航空航天电子设备等高端领域。
工艺表现:
- “冷加工”机制从根源抑制热扩散,金层完整无灼伤,无热影响区;
- 切缝光滑无毛刺、无碳化,达行业超高水准;
- 轻松应对复杂图形切割,如异形孔、微细线条、轮廓等。
(3)六系铝
△ 六系铝切割
应用场景:消费电子结构件、散热器、汽车轻量化部件等。
工艺表现:
- 紫外波段吸收率高,无需特殊表面处理;
- 加工稳定,非接触、无应力,热影响区极小(0~10μm可控),边缘无毛刺、无熔渣;
- 适合精密轮廓、微小孔阵列及薄板(0.1~1 mm)高效切割。
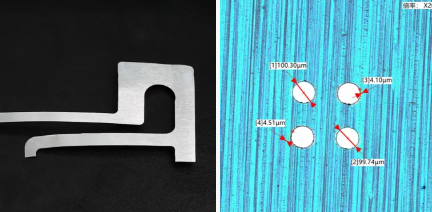
(4)铁锌镍合金
△ 铁锌镍合金切割
应用场景:化工阀门、海洋工程传感器、高温连接器、燃料电池双极板。
工艺表现 :
- 非接触、热影响小,避免材料变形与毛刺问题,保证零件完整性与尺寸精度;
- 可精准加工复杂薄壁结构、异形通孔及微槽;
- 切割边缘无氧化层,保留合金原有的耐蚀及耐高温性能。
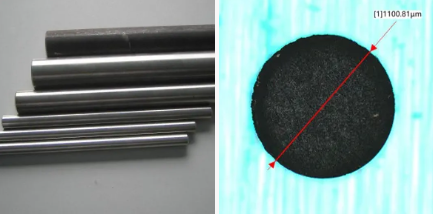
(5)金属线
△ 金属线切割
应用场景:电机扁线绕组、微型线圈、医疗导丝、电子连接器插针。
工艺表现:
- 针对矩形、圆形及异形截面线材,实现高质量无接触切断与精密开窗;
- 无毛刺、无热影响区,端面平整,保持线材导电性与机械强度;
- 可处理极细金属丝(铜、金、铂铱等),满足高可靠性电子制造需求。
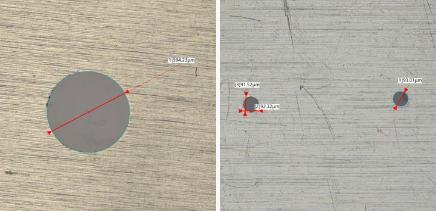
(6)不锈钢
△ 不锈钢切割
应用场景:工业、建筑行业、家居装饰行业以及食品和医疗行业等。
工艺表现:
- 最小可实现0.1mm不锈钢精密打孔与切割;
- 边缘光滑无毛刺、无熔渣,无需二次打磨;
- 无热影响区,切割边缘无氧化变色,保留不锈钢的耐腐蚀性能。
工艺预告
在「工艺实录」系列后续内容中,我们将继续带您探索激光加工在各类不同材料上的无限可能性,欢迎持续关注。